Frystorkar
Frystorkning
Frystorkning används främst för att bevara eller förvara temperaturkänsliga produkter: För delen med denna metod är att produkten skulle förlora väsentliga och önskade egenskaper om de konserverades eller torkades med andra metoder.
Tillämpningen av frysa torkning är mestadels i branscher som farmaceutisk,
biologi och medicin. Men även frystorkad mat finns ju att tillgå.
En kanske lite udda tillämpning kan vara konservatorerna på museum som använt
och kanske även nu tillämpar/de frystorkning till sina montrar av bl.a. reptiler.
Nu på senare år har även blomsterhandlarna upptäckt frystorkning.
De erbjuder frystorkning av bl.a. brudbuketter.
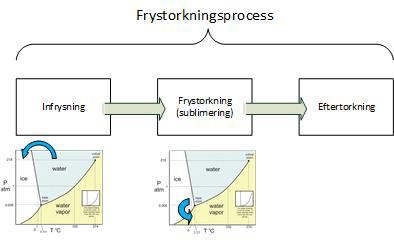
Rent processtekniskt så är det utmärkande för frystorkning, att vatten tas bort från
en frusen lösning eller/beredning utan upptining, med andra ord genom sublimering. Sublimering som är processen där fast fas övergått direkt till en ång-fas m.a.o. hoppa över vätskefasen. Den flytande-till-ångfasen övergången som vanligtvis sker i normal torkning ersätts av konvertering först från vätskan till den fasta fasen (infrysning)
följt av fast-till-ångfasen (sublimering eller frystorkning i strikt mening av begreppet).
Därefter sker en s.k. eftertorkning där man evakuerar ytterligare för att
evakuera bort eller avgasa det s.k. icke kondenserbara gaserna.
Viktigaste fasen i processen är egentligen infrysningsfasen.
Den bestämmer hur kristallstrukturen för den färdig torkade produkten skall se ut
eller ha för funktion. Den kristallina strukturen, lösligheten, aktiviteten, livskraften
och färgen på produkten påverkas av frysprocessen.

Som det framgår av fasdiagrammet för vatten är alla tre faser i jämvikt vid den så kallade ”trippelpunkten”. När en vattenlösning kyls börjar kristalliseringen av vatten i de flesta fall under fryspunkten (0 ° C). Samtidigt skall man känna till att alla ämnen har en trippelpunkt eller eutektisk punk och att värdena för denna trippelpunkt skiljer sig avsevärt. Detta kan man tydligast se om man använder ”vanligt vatten ” och tillsätter lite salt.
Vanligaste infrysningsmetoden som används på laboratorier är en vanlig frysbox
eller frysskåp. Kravet är ca -60grader C men helst -80garder C.
Ju lägre temp ju mindre iskristaller ju bättre
slutresultat på hela frystorkningsprocessen.
De två huvudfrysningsmetoderna som används för farmaceutiska produkter:
1. Frysning vid kontakt med en kyld yta, produktplattan
2. Rotationsfrysning i kylvattenbad; spin-frysning och skalfrysningsteknik.
Det finns ingen allmän regel för det stora antalet produkter som idag kan frystorkas.
Några av dem kräver långsam frysning och andra snabbare
infrysning för att uppnå en högkvalitativ slutprodukt.
Vi kommer bara att behandla s.k. laboratoriefrystorkar i detta avsnitt. Främst beroende
på att vi begränsat oss i vårt program av större och helautomatiska anläggningar för frystorkar. Vi förmedlar dock gärna förfrågningar.
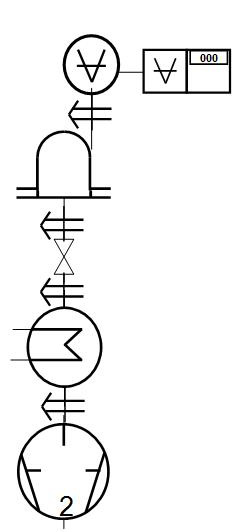
Frystorkningsanläggningen består av en kammare som är förbunden med en kondensor
och en vakuumpump. Vanligtvis så är kondensorn kyld via en kylmaskin som i laboratorieanläggningar brukar ha en sluttemperatur på -53grader C. Man skiljer på enkammare och två-kammar frystorkar. Det beror på att man i vill kunna bestämma slutpunkten på torkprocessen. Detta görs med hjälp av en ventil, där man skiljer av kammaren från kylkondensorn. Med hjälp av en tryckgivare av Pirani typ så kan man då med hjälp av barometriska metoder ”vatten-fas-diagrammet” avgöra iskärnans temperatur. På så sätt sätta sina egna torrhetsgränser.
Har man inte produkter av denna art där sluttorkningsnivån är viktig så kan en enkammarfrystork med fördel väljas. Den är både billigare och enklare att hantera.
Sublimeringstorkning
I början av torkningen sker sublimering av isen vid ytan.
När processen fortskrider, drar det sublimerande överskottet in i produkten, och den utvecklande ångan måste ledas genom de tidigare torkade ytterskikten. Därför beror torkningen på hastigheten på ånga överföring och borttagning samt nödvändig sublimeringsvärme.
Värmen som krävs för sublimering levereras till produkten genom konvektion och värmeledning, och i liten utsträckning genom värmebehandling. Förutom värmeöverföring genom värmeledning och strålning är det viktigast att värmeöverföringen genom konvektion optimeras. Det måste emellertid också beaktas att på grund av minskat tryck i torkkammaren kommer konvektionen praktiskt taget upphöra vid ett tryck under 10-2 mbar.
Produkten torkar på ytorna som kan absorbera värme. När torkningen fortsätter,
drar is-kärnan in i mitten av produkten.
För att undvika skador på produkten får den maximala tillåtna temperaturen för den
torkade produkten inte överskridas. Å andra sidan måste man se till att produkten inte skadas genom upptining.
För att uppnå snabb och effektiv frystorkning är det därför nödvändigt att säkerställa
exakt temperaturstyrning på produkthyllorna, såväl som partialtryck och total tryckstyrning
i frystorkningsapparaten eller anläggningen

Eftertorkningsprocessen
I den slutliga torkningsfasen måste det vatten som är bunden av adsorption flyttas om.
För att uppnå detta är det ofta nödvändigt att övervinna kapillärkrafterna hos vattnet och en frystorkningsanläggning måste därför utformas för att ge en högtrycksgradient under den slutliga torkningsfasen.
Detta kan ske genom att kondensortemperaturen sänks under -70 ° C är tryckförhållandena produceras som möjliggör sekundär torkning av produkterna till en låg återstående fuktinnehåll.
Det finns många goda skäl till en nära observering av torkningsprocessen, särskilt för att bestämma slutpunkten för torkningsprocessen. Det kan tyckas att väga produkten kan vara en möjlig metod för att fastställa förlusten av vatten under torkningscykeln. I den ultimata torkningsfasen skulle denna metod dock vara liten användning, eftersom mängden vattenånga som fortfarande är sublim kommer att vara för låg för mätning. Även om metoden kan användas i ett laboratorium är det inte lämpligt för industriproduktion.
En annan metod är att övervaka temperaturen, vilket emellertid kräver extremt exakt arrangemang av avkänningssonderna och praktiskt taget identiska förhållanden vid alla mätpunkter.
Normalt är temperaturproberna för stora och ger därmed mätfel som ökar med storlek. Den vanliga nackdelen är emellertid att produkttemperaturen endast kan mätas vid ena eller två punkter.
Den mest tillförlitliga och exakta tekniken är tryckstegningsmetoden (barometrisk temperaturstyrning) utvecklad och patenterad av LEYBOLD-HERAEUS.
På grund av iskondensorns pumpningseffekt förblir partialtrycket av vattenånga under torkprocessen alltid under mättnadens ångtryck som motsvarar sublimeringstemperaturen.
När kondensorn är isolerad från kammaren, som naturligtvis måste vara vakuumtät, avbryts ångflödet till kondensorn och partialtrycket av vattenånga stiger inom mycket kort tid till jämviktstrycket, vilket är indikerad av vakuum tryckgivaren. Mot slutet av torkningsprocessen blir tryckökningen gradvis mindre, beroende på den mindre mängd ånga som frigörs genom sublimering. När tryckuppgången (tryckökningen) upphör är klar och torkprocessen kan avslutas. Det finns inga iskärnor kvar i produkten. Detta gäller naturligtvis, förutsatt att apparatenär vakuumtät.
Efterbehandling
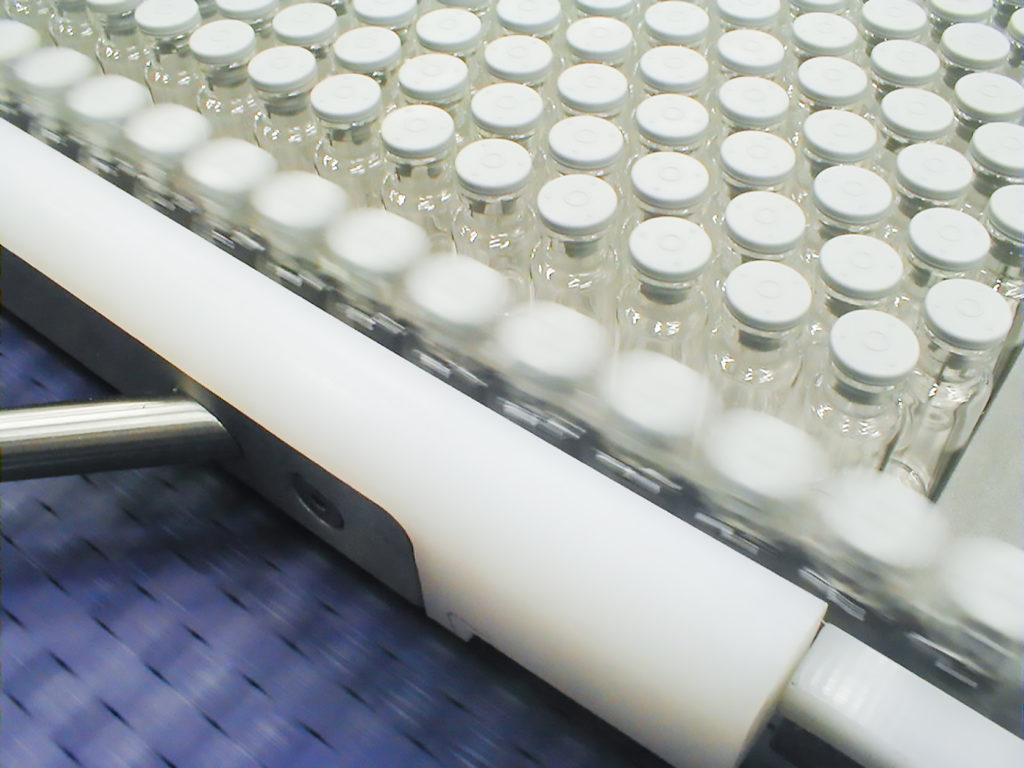
Den slutliga torra produkter är mycket hygroskopisk. Den torkade produkterna måste skyddas efter torkning. Om produkten torkas i flaskor, flaskor eller flaskor, verkar det logiskt att stänga dessa behållare omedelbart efter torkning före avlägsnande från anläggningen.
För detta ändamål placeras speciella ribbade/räfflade gummiproppar i flaskans eller flaskans hals, före torkning och, vid avslutning av torkningen, pressas hårt in i flaskhalsen med en förseglingsenhet,/(”stoppering-device)
Behållarna kan förseglas under vakuum eller under skyddsgasatmosfär – kväve eller annan inert gas. Vilken metod som används är avhängig av typen av produkt och kvaliteten på gummipropparna.
Produkter för Frystorkningsapplikationer
Vi bistår gärna med applikationstips när det gäller att välja rätt tork som kan vara utbyggbar och modifierbar för framtida bruk.
Huvudfrågorna som vi kommer att ställa vid första kontakten är:
Vad för lösning/beredning kommer att finnas?
Är det bara vatten?
Hur mycket vatten/is kommer att behöva torkas per batch?
Vilken metod kommer det att finnas Bulk/flata fat/flaskor/kolvar?
En eller flera hyllor?
Gå vidare till vårt prospekt för frystorkning för att få en uppfattning om de olika modellerna som finns att tillgå.